Eine perfekte Win-Win-Beziehung
Hermle setzt bei Automatisierungslösungen auf Antriebstechnik von STÖBER:
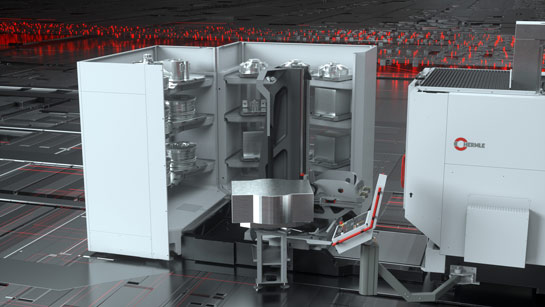
Um die Automatisierung weiter voranzutreiben, hat die Hermle AG das Handlingsystem HS flex entwickelt. Die neue Schwerlastversion HS flex heavy belädt Maschinen mit bis zu 1.200 Kilogramm schweren palettierten Bauteilen vollautomatisch. Für die Hub-, Dreh- und Fahrbewegungen beider Handlingsysteme setzt Hermle auf eine Gesamtlösung aus Zahnstangentrieb, Planetengetriebe und Servomotor der STÖBER Antriebstechnik – eine Win-Win-Situation für beide Unternehmen, denn der Antriebsspezialist fertigt selbst auf Hermle-Maschinen.
Pforzheim, 20.06.2023 – Nebenzeiten reduzieren, Produktionszeiten steigern – mit dem Handlingsystem HS flex hat die Hermle AG aus Gosheim im baden-württembergischen Landkreis Tuttlingen eine effiziente und flexible Automationslösung entwickelt. Das Unternehmen zählt zu den führenden Maschinenherstellern von Portalfräs-, Werkzeug- und CNC-Sondermaschinen.
Das Prinzip: Werker spannen zu bearbeitende Bauteile und Rohlinge auf Paletten und lagern diese im Speichermodul – eine Art Regal – ein. Das ist hauptzeitparallel möglich. Das Handlingsystem be- und entlädt das Bearbeitungszentrum selbstständig. Die Maschine kann so ununterbrochen arbeiten – auch über Nacht und am Wochenende. Durch das Palettenhandling lässt sich die Bearbeitung unterschiedlicher Bauteilgeometrien- und -größen ohne Roboter einfach automatisieren. Betreiber von Hermle-Bearbeitungszentren können damit wirtschaftlich in die Automatisierung einsteigen.
Transportiert die Standardversion unterschiedliche Paletten mit einem Gewicht von bis zu 450 Kilogramm inklusive Bauteil zwischen Rüstplatz, den Speichermodulen und Arbeitsraum des Bearbeitungszentrums, sind es bei der HS flex heavy das Doppelte. Der Turm, der im Inneren der Zelle die Werkstücke bewegt, kann Dreh-, Hub- und Fahrbewegungen ausführen. „Diese müssen schnell, dynamisch und präzise sein“, berichtet Johannes Berg, Leiter des Vertriebscenters Süd-West bei STÖBER. Der Antriebsspezialist aus Pforzheim arbeitet schon seit vielen Jahren mit dem Maschinenbauer zusammen und liefert Präzisionsantriebe für Bearbeitungszentren – seit 2016 auch für die Automatisierungssysteme.
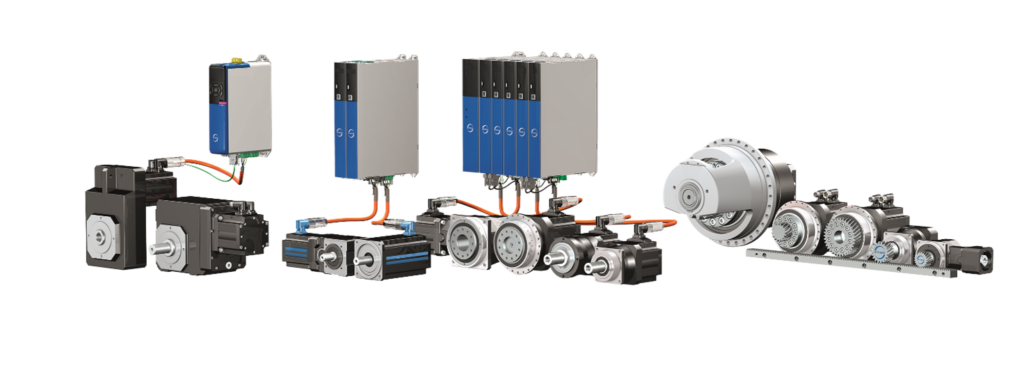
„Bei der Standardausführung der HS flex setzen wir für alle drei Bewegungen jeweils unsere schrägverzahnten Zahnstangentriebe der Baureihe ZV ein. Diese basieren auf einsatzgehärteten und geschliffenen Ritzeln mit hoher Verzahnungsqualität und exakt darauf abgestimmten Zahnstangen“, beschreibt der STÖBER Experte.
Im Direktanbau kompakter und leichter bauen
STÖBER kombiniert diese Zahnstangentriebe mit seiner neuen Generation an Servo-Planetengetriebemotoren. Berg: „Wir haben die Baulängen der Getriebe deutlich reduziert. Und für eine hohe Flexibilität können wir sämtliche STÖBER Motoren wie die Synchron-Servomotoren EZ in jeder gewünschten Größe ohne Adapter direkt anbauen.“ Diese Baureihe ist extrem platzsparend, leicht und hat eine hohe Leistungsdichte. Weil der Adapter wegfällt, ist die Gesamtlösung nochmal kompakter. Zudem entfällt eine separate Montage von Motor und Getriebe. Der Anwender erhält eine einsatzbereite Getriebeeinheit.
„Der geringe Bauraum war eine der großen Herausforderungen bei der Auslegung“, erinnert sich Experte Berg. „Die Einbausituation für die Servoantriebe ist aufgrund des kompakten Maschinendesigns sehr beengt. Deshalb war auch die Montage der Antriebe eine echte Herausforderung für die STÖBER Techniker.“ Doch insbesondere durch die Gestaltung der platzsparenden Planetengetriebe der 3. Generation von STÖBER wird für den Werker nun alles freier und zugänglicher.
Der Verzicht auf den Adapter wirkt sich äußerst positiv auf das Massenträgheitsmoment aus: So ist die volle Dynamik des Antriebs nutzbar – ein echter Mehrwert, der sich vor allem bei kleinen und mittleren Baugrößen in kürzeren Taktzeiten und in einer verbesserten Energieeffizienz widerspiegelt.
Verstärkter Hubantrieb gefordert
Berg: „Da die HS heavy flex Bauteile bis zu 1.200 Kilogramm aufnehmen kann, mussten wir den Hubantrieb stärker auslegen. Damit fiel die Wahl auf die Zahnstangentriebe der Baureihe ZTR.“ Diese Ausführung mit aufgeschraubtem Ritzel auf der Flanschwelle des Planetengetriebes bietet eine hohe Linearsteifigkeit bei hohen Vorschubkräften. „Hermle hatte für diese Bewegung bereits einen Motor eingeplant, der nicht aus unserem Programm ist“, sagt Johannes Berg. „Über variable Adapter können wir unsere Planetengetriebe auch mit sämtlichen Third-Party-Motoren in jeder Baugröße kombinieren.“
Ganz wichtig für Hermle sind ein störungsfreier Betrieb und das Thema Sicherheit, etwa bei der Wartung. Die HS flex ermöglicht es zum Beispiel Personen, sich beim Einrichten sicher im Arbeitsraum aufhalten zu können. Dabei sind die Antriebsachsen in einen gefahrlosen Zustand zu versetzen. Hängen an den vertikalen Achsen schwere Lasten, können diese aufgrund der Schwerkraft herabfallen und damit das Personal gefährden. Um das zu verhindern, werden die Vertikalachsen durch Bremsen gesichert. Diese müssen auch bei Stromausfall zuverlässig funktionieren.
„Von Beginn an stand die Haltebremse im Fokus der Sicherheitsanforderungen“, beschreibt der STÖBER Experte. Denn systembedingt ändert sich die Bremswirkung während der Betriebszeit. Deshalb muss der Zustand der Bremsen sicher überwacht und regelmäßig überprüft werden – in der Regel schon beim Einschalten der Anlage.
STÖBER lieferte dazu leistungsstarke Bremsen mit einem engen Toleranzfeld. Die Safety-Funktionen der eingesetzten HEIDENHAIN-Steuerung sorgen für die regelmäßige Überwachung und für eine eventuell notwendige Kalibrierung.
Perfekte Zusammenarbeit – als Partner und Kunde
„Wir waren von Anfang an in die Projektierung eingebunden“, erzählt Michael Dietmann, Projektleiter HS flex bei Hermle. STÖBER setzt bei der Auslegung seit vielen Jahren auf die Engineering-Software SERVOsoft® – mittels der die Ingenieure die Anforderungen von Hermle anhand definierter Bewegungsprofile und einer Lastmatrix detailliert erfassen können.
Somit ist die Auslegung der Antriebe zuverlässig und auf den Punkt möglich – ohne eventuelle Reserven berücksichtigen zu müssen. Besonders wichtig ist die Dokumentation der Antriebsberechnung. Die Fakten werden fixiert, was einen wesentlich besseren gegenseitigen Austausch beider Partner untereinander ermöglicht.
Die Inbetriebnahme erfolgte letztendlich ohne Probleme und konnte in kurzer Zeit abgeschlossen werden. „Auch die Zusammenarbeit verlief sehr harmonisch und stets in enger Abstimmung miteinander“, resümiert Johannes Berg. „Ganz ähnlich wie bei uns setzte auch Hermle für jedes Projektmodul einen anderen Experten ein. Am Ende saßen wir alle zusammen, um ein einheitliches Bild zu schaffen.“ Von dieser Vorgehensweise profitiert letztlich auch STÖBER und das nicht nur als Partner. Denn die Antriebsspezialisten fertigen selbst mit den zuverlässigen Hermle-Maschinen.



Bildnachweis: Hermle AG, STÖBER Antriebstechnik GmbH + Co. KG
Pressekontakt, Redaktion / Marktübersichten (NEU):
Bitte beachten Sie die geänderten Zuständigkeiten für die Bereiche PR & Media:
STÖBER Antriebstechnik GmbH + Co. KG
Silvia Feder
Kieselbronner Str. 12
75177 Pforzheim │ Deutschland
Fon: +49 7231 582-1660
silvia.feder@stoeber.de
www.stoeber.de
Media:
STÖBER Antriebstechnik GmbH + Co. KG
Solveig Moll
Kieselbronner Str. 12
75177 Pforzheim │ Deutschland
Fon: +49 7231 582-1183
solveig.moll@stoeber.de
www.stoeber.de
Bitte senden Sie ein Belegexemplar an unsere Agentur:
a1kommunikation Schweizer GmbH
Eva Neubert
Projektmanagement│Kundenbetreuung
Oberdorfstr. 31A
70794 Filderstadt│Germany
Fon: +49 711 945 416-27
eva.neubert@a1kommunikation.de
www.a1kommunikation.de
Kontaktdaten zur länderspezifischen Veröffentlichung:
STÖBER Antriebstechnik GmbH + Co. KG
Kieselbronner Str. 12
75177 Pforzheim
Fon: +49 7231 582-0
sales@stoeber.de
www.stoeber.de
STÖBER Antriebstechnik GmbH
Hauptstraße 41a
4663 Laakirchen
Fon: +43 7613 7600-0
sales@stoeber.at
www.stoeber.at