STÖBER automatisiert Magnetbestückung für LeanMotor
Qualität entsteht aus Qualität: Automatisierte Magnetbestückung
STÖBER hat mit dem encoderlosen LeanMotor eine Weltneuheit auf den Markt gebracht. Die Rotoren dieser besonders effizienten Antriebslösung fertigt der Spezialist an seinem Hauptsitz in Pforzheim mit einer vollautomatisierten Roboterbestückungsanlage. Die komplette Automation dieses Systems basiert auf der neuesten Technik aus dem eigenen Haus sowie der STÖBER Entwicklungsumgebung AutomationControlSuite AS6. Mit den Komponenten aus seinem umfangreichen Portfolio kann STÖBER ganz unterschiedliche Anwendungen umsetzen.
Nach dem Prinzip „Bridge the Gap“ hat STÖBER mit dem LeanMotor eine energieeffiziente Lösung auf den Markt gebracht und erstmalig auf der SPS IPC Drives in Nürnberg 2017 vorgestellt: Der konsequent encoderlose Antrieb ist bei gleicher Leistung deutlich leichter und kleiner als ein Asynchron- und günstiger und robuster als ein Servoantrieb. Drehzahl und Drehmoment lassen sich stufenlos vom Stillstand bis zur Maximaldrehzahl bei voller Drehmomentkontrolle regeln. Mit einem Wirkungsgrad bis zu 96 Prozent entspricht der LeanMotor der Effizienzstufe IE5. Dazu hat STÖBER den Antrieb mit den Reglern SC6 und SI6 kombiniert. Die Drehzahlabweichung liegt bei einem Antriebsregler der neusten Generation bei weniger als einem Prozent, die Positioniergenauigkeit bei ± einem Grad.
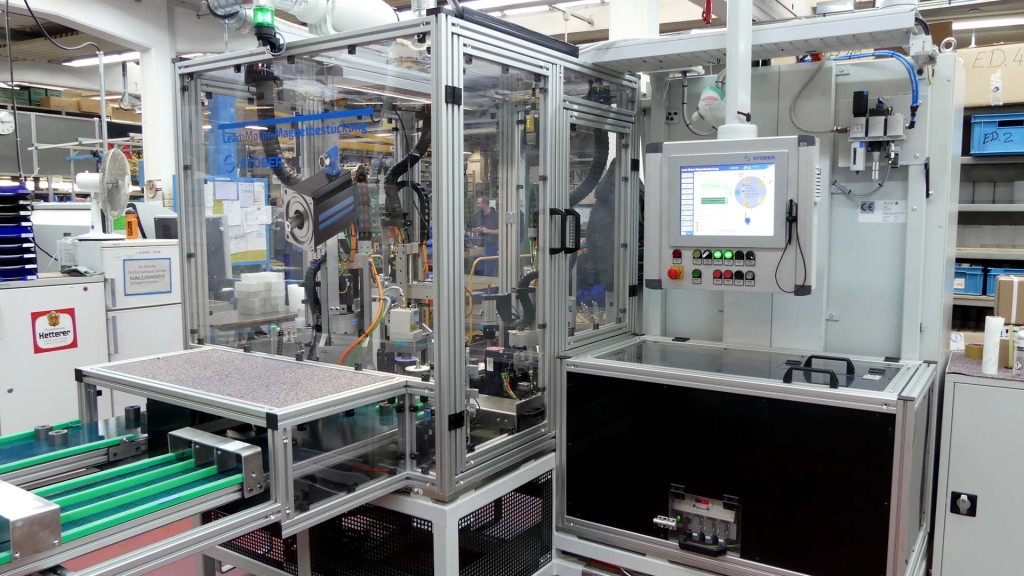
„Für die Fertigung der Ronden des neuen LeanMotors haben wir eine vollautomatisierte Aanlage zur Magnetbestückung entwickelt, die aus drei Scara-Robotern sowie einem Rundtakttisch mit fünf Stationen für die einzelnen Bearbeitungsschritte besteht“, erklärt Heiko Berner, Product Manager PLC bei STÖBER. Gemeinsam mit seinem Kollegen Heiko Bismarck, Product-Trainer & Supporter bei STÖBER, war er für die komplette Automatisierung verantwortlich. „Um die insgesamt 16 Achsen sicher zu handhaben, setzen wir unsere doppelachsigen Anreih-Antriebsregler SI6 ein“, berichtet Heiko Bismarck. „Diese benötigen im Schaltschrank inklusive Versorgungsmodul PS6 nur eine Breite von 40,5 Zentimetern.“
An allen Stellen, an denen hohe Präzision und Wiederholgenauigkeit gefordert sind, kommen spielarme Planetengetriebe oder Kegelradgetriebe zum Einsatz. Dies gilt vor allem bei den Achsen in den Robotern und im Rundtakttisch. Angesteuert werden sie zentral über den STÖBER Motion Controller MC6. Dieser eignet sich für die taktsynchrone Ansteuerung über EtherCAT und übernimmt dabei auch noch die gesamte Mensch-Maschine-Schnittstelle. Alle Berechnungen für die Bahnplanung und Interpolation der drei Roboter erfolgen ebenfalls zentral. „Wir haben die Schnittstelle für den Applikationsprogrammierer so einfach wie möglich gehalten“, sagt Heiko Berner. „Der Programmierer kann die Roboter direkt über Punkt zu Punkt (PtP) positionieren und – wenn notwendig – geteachte Positionen im Programmablauf benutzen.“
Einfache Bedienung
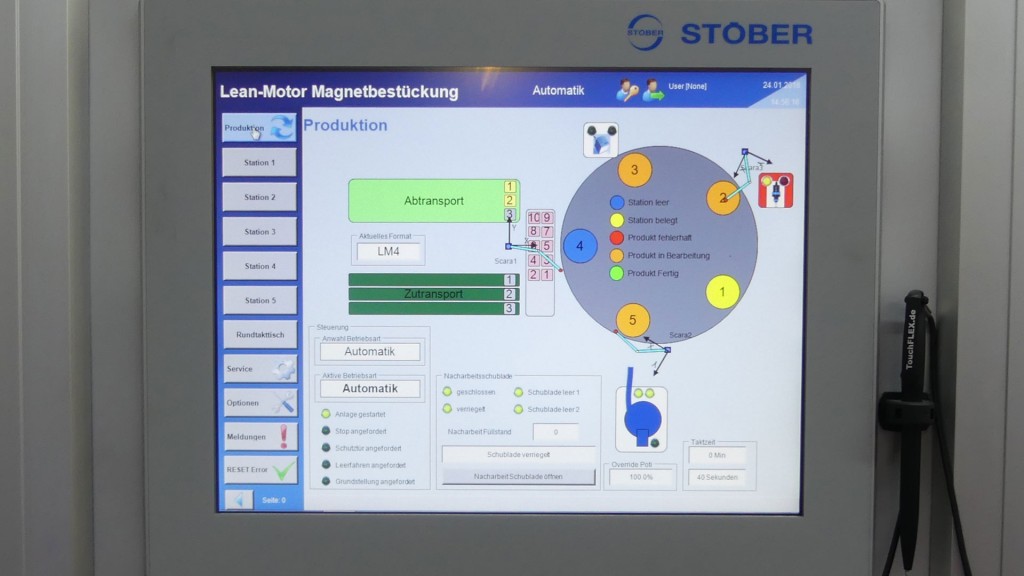
Die im System integrierte Visualisierung lässt sich für den Anwender direkt an der Maschine zur Bedienung und Information nutzen. Eine Sprachumschaltung ist ebenso enthalten wie eine Benutzerverwaltung. Letztere sorgt dafür, dass der Mitarbeiter die Maschine benutzerkonform handhaben kann, mit auf ihn angepassten Einstellungen und Eingriffsmöglichkeiten am integrierten Touch-Panel. „Unsere Entwicklungsumgebung AutomationControlSuite AS6 umfasst alle in CODESYS V3 enthaltenen Funktionen für Motion Control und für speicherprogrammierbare Steuerungen“, erläutert Heiko Bismarck.
„Für die Programmerstellung stehen uns hochleistungsfähige Drive&Motion-Bibliotheken zur Verfügung, mit denen sich die Anwendung mit deutlich reduziertem Programmieraufwand unterstützen lässt.“ In zahlreichen Applikationsbeispielen der kostenneutralen 30-Tage-Testversion der AS6 kann neben der Umsetzung einer Formatverwaltung auch nachvollzogen werden, wie Bedienmenüs aufgebaut sind oder ein umfangreiches Alarmmanagement strukturiert ist. Die Formatverwaltung wird in dieser Anlage für eine schnelle Umstellung des Rondenformats genutzt.
Die zu tauschenden formatabhängigen Teile der Maschine lassen sich dabei auf der Steuerung visualisieren. Der Wechsel muss entsprechend quittiert werden. Denkbar sind an dieser Stelle das Abspielen eines Videos oder die Anzeige einer PDF-Dokumentation auf dem Motion Controller, wenn es sich um größere Umbauten handeln sollte.


Einsatz in der Praxis
Die Maschine besteht aus vier Stationen. An der ersten setzt ein 4-Achsen-Scara-Roboter die Ronde auf eine Aufnahme. Der Roboter entnimmt diese auch anschließend im fertigen Zustand vom Rundtakttisch. Be- und Entladen wird die Maschine über zwei Pufferstrecken, die aus Förderbändern bestehen. An der nächsten Station platziert ein zweiter Roboter die richtige Anzahl an zusätzlichen Magneten und positioniert diese in Station drei für den nächsten Bearbeitungsschritt. Der dritte Scara-Roboter bringt in Station vier eine flüssige Masse auf.
Wichtig ist hierbei: Die Menge des Werkstoffs und die lineare Bahn müssen harmonieren. Nur so ist ein optimales Ergebnis auch bei verschiedenen Rondengrößen sichergestellt. Dazu führt die Anlage eine automatisierte Messung durch und korrigiert die Bahn entsprechend. In diesem Prozess wird explizit eine lineare Bahn gefahren, während an anderen Stellen in der Maschine die Bahnplanung selbstständig die schnellste Verbindung zwischen zwei Punkten im Raum berechnet.
