La gestión de frenos segura en la automatización de instalaciones es un tema complejo e importante. Si se descuida, el hombre y la máquina pueden resultar perjudicados.
Esto resulta especialmente evidente en el contexto de los ejes sometidos a gravedad (también ejes verticales): el desgaste mecánico o la suciedad de los frenos con aceite pueden hacer que el eje descienda o se desplome de manera involuntaria. Si no es posible descartar un fallo de los frenos y puede haber personas en la zona de peligro, deben tomarse medidas para reducir el riesgo.
¿Cómo puedo asegurar los ejes sometidos a gravedad de acuerdo con las normas?
Las medidas que pueden o deben tomarse para asegurar los ejes sometidos a gravedad se indican en estas dos publicaciones:
Hoja informativa de la división DGUV n.º 005 09/2012: Ejes o ejes verticales que funcionan por gravedad
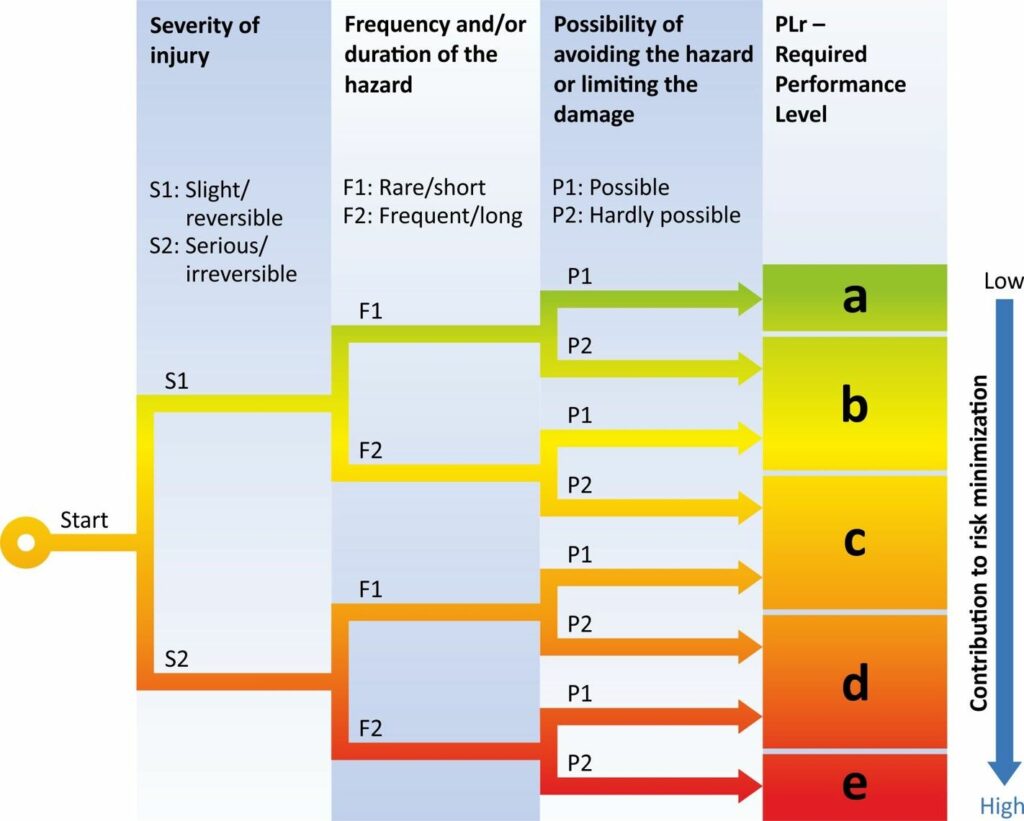
DIN EN ISO 16090-1:2019-12: Seguridad de las máquinas-herramienta. Centros de mecanizado, fresadoras, máquinas de transferencia; anexo G: Ejes sometidos a gravedad
Las publicaciones indican qué dispositivos de frenado son adecuados para asegurar los ejes sometidos a gravedad en función de la situación de peligro correspondiente. La norma DIN se basa en la publicación del Seguro social alemán de accidentes de trabajo (DGUV por sus siglas en alemán), pero impone mayores exigencias al concepto de solución. Ambas publicaciones describen las recomendaciones para la prueba de frenado cíclica. La norma DIN siempre la presupone. Si una persona puede permanecer total o parcialmente debajo del eje vertical, las normas DIN y DGUV sugieren, por ejemplo, el uso de un freno de retención más un sistema de frenado redundante.
Todo de un solo proveedor.
Para este planteamiento, STOBER ofrece una solución desarrollada conjuntamente con la empresa Pilz: el regulador de accionamiento SD6 con módulo de seguridad SE6 ofrece una función de seguridad innovadora e independiente del encoder, así como una gestión de frenos segura para hasta dos frenos.
Las múltiples funciones de seguridad cumplen los requisitos de la norma EN 61800-5-2 y han sido certificadas según SIL 3, PL e (cat. 4). El regulador de accionamiento SD6 cumple los requisitos de la norma DIN EN ISO 16090-1:2019-12 para la protección de ejes sometidos a gravedad, por ejemplo, en interacción con otros dos componentes de STOBER: en combinación con un motor con freno de retención y el adaptador de motor ServoStop con freno integrado, STOBER ofrece una solución sencilla y segura para los planificadores y diseñadores de máquinas.
Para los ingenieros mecánicos, la tecnología de seguridad es uno de los temas más complejos y, probablemente, también uno de los más impopulares en el sector de la automatización. Para cumplir plenamente los requisitos normativos para asegurar los ejes verticales sometidos a gravedad, STOBER ofrece un paquete de seguridad perfectamente coordinado de un solo proveedor. Con la solución de 2 frenos de STOBER en combinación con la gestión de frenos inteligente, la planificación de proyectos de máquinas con ejes verticales se convierte en un juego de niños.
STÖBER Antriebstechnik ha desarrollado en colaboración con Pilz GmbH & Co. KG el módulo de seguridad SE6 para la tecnología de seguridad basada en accionamiento. Este módulo permite equipar el versátil regulador de accionamiento independiente SD6 de STOBER de manera opcional. Además de la función de seguridad básica Safe Torque Off (STO), ofrece otras funciones al más alto nivel de seguridad. En combinación con un servomotorreductor síncrono con el freno de retención “ServoStop” integrado, los ingenieros de diseño obtienen una solución de sistema que cumple todos los requisitos de la norma DIN EN 16090-1, anexo G, 12/19 para ejes verticales sometidos a gravedad.
¡Atención: desplome del eje!
“Nuestro objetivo era ofrecer a los diseñadores y planificadores de máquinas una ayuda aún más completa en la tecnología de seguridad”, dice Markus Frei, Product Manager Drive Controller Accessories de STÖBER Antriebstechnik. “A menudo se enfrentan al reto de implantar procesos de producción altamente automatizados y flexibles para los que es necesario proteger simultáneamente a las personas, las máquinas y las instalaciones”.
Si, por ejemplo, los empleados entran en la zona de mecanizado de una máquina, los ejes de accionamiento deben ponerse en condiciones de seguridad. Si hay cargas pesadas colgando de los ejes verticales, pueden caer por efecto de la gravedad y poner en peligro al personal. Para evitarlo, los ejes verticales suelen estar asegurados con frenos. Sin embargo, la suciedad o el desgaste mecánico pueden mermar gravemente su eficacia. Por lo tanto, es importante vigilar con seguridad el estado de los frenos y mantener su funcionalidad.
Hasta ahora, los diseñadores y constructores de máquinas han confiado generalmente en soluciones basadas en un controlador de seguridad programable. Este controla los frenos mediante contactores de potencia y supervisa la parada durante la prueba de frenado. Esto da lugar a requisitos especiales para el encoder de motor y su montaje. Colocado en el eje del motor, detecta principalmente su posición y envía los valores reales al regulador. La conexión con el controlador de seguridad suele establecerse a través de señales 1-Vssanalógicas. Desventaja: requieren encoders especiales, adaptadores especiales para alimentar las señales analógicas para la detección de parada, así como cables que puedan transmitir las señales analógicas a largas distancias sin interferencias. Además, necesitan monitores de parada y de velocidad; en definitiva, un equipo muy costoso. “Otro problema es el complejo montaje FMA”, explica Frei. FMA son las siglas alemanas para “exclusión de fallos en el acoplamiento mecánico”, y significa que el encoder se monta en el eje del motor de tal manera que se puede descartar el aflojamiento involuntario de la conexión del eje. “En caso de una intervención de servicio, esto puede convertirse en un problema inesperado”, confirma Frei. La compleja reparación no la puede realizar simplemente un empleado in situ. La reparación requiere mucho tiempo y debe ser realizada por un especialista. Hasta que todo esté atornillado, pegado, seco, probado y documentado, la máquina estará parada durante al menos 48 horas y no podrá producir durante ese tiempo. Sin embargo, dependiendo de la ubicación de la máquina, esto puede llevar bastante más tiempo si hay que enviar el motor para su reparación.
Otra desventaja: “Los encoders adecuados no se adaptan a todos los tipos de motor y no ofrecen el rendimiento que requiere un servosistema potente, lo que limita considerablemente a los ingenieros mecánicos”.
Un completo paquete de seguridad
La solución de 2 frenos redundantes diversos de STOBER, que consiste en un freno con presión ServoStop en combinación con el freno de imán permanente de un servomotor síncrono, cumple completamente los requisitos normativos. Sin embargo, el sistema solo es seguro con el regulador de accionamiento SD6 con el módulo de seguridad SE6 y la gestión de frenos segura integrada en él.
Supervisado de forma inteligente y garantizado a prueba de desplome
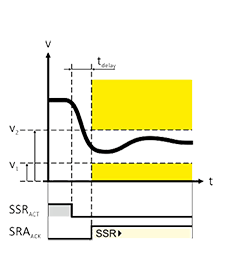
Para el módulo de seguridad SE6, STOBER ha desarrollado e implementado junto con Pilz soluciones viables para casi todos los puntos débiles identificados en las implementaciones clásicas. Además de las funciones de parada seguras Safe Stop 1 (SS1) y Safe Stop 2 (SS2), con el módulo de seguridad SE6 se ofrecen otras funciones de seguridad como Safely-Limited Speed (SLS), Safe Brake Control (SBC), Safe Brake Test (SBT), Safe Direction (SDI) y Safely-Limited Increment (SLI).
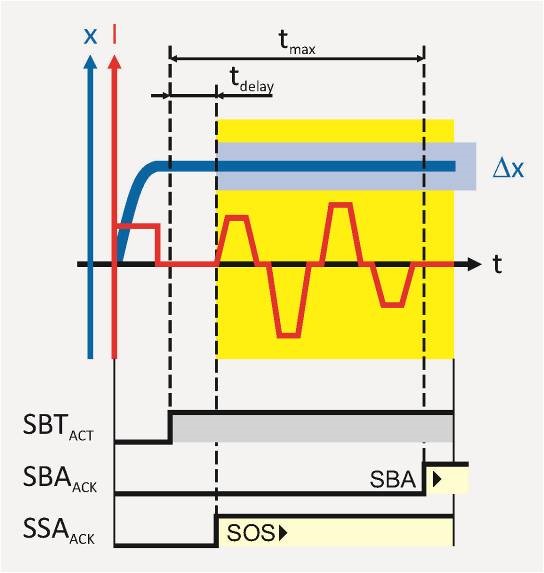
Sin embargo, la característica especial del nuevo módulo de seguridad es la gestión de frenos integrada. La función ”Safe Brake Control” (SBC) garantiza la aplicación de los frenos a demanda. A esto se suma la función “Safe Brake Test” (SBT). Esta comprueba, de ser necesario, el par de frenado definido y desvela diferencias causadas por suciedad o defectos en la máquina antes de que el par de frenado alcance un estado crítico. Además se controla el intervalo de prueba prescrito. Dependiendo de la aplicación y de los requisitos del análisis de riesgos, puede ser una vez en cada ciclo de producción o, por ejemplo, cada ocho horas al comienzo del turno. Si ya no se da el par de retención del freno, en el regulador de accionamiento está disponible la función “Ajuste de los frenos”, que tiene en cuenta los requisitos de los frenos de los motores STOBER. A continuación, el sistema puede comprobar de nuevo si se puede mantener el par de prueba requerido.
Ventajas técnicas y económicas
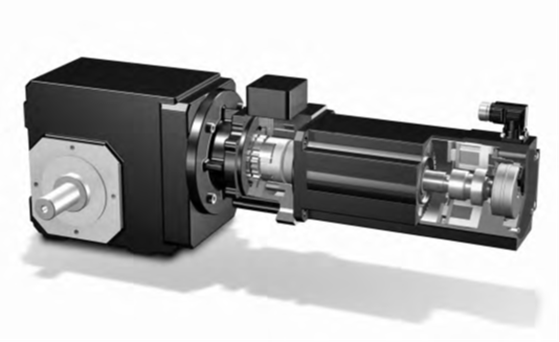
El paquete completo SD6 con SE6 es muy interesante desde el punto de vista técnico y económico para los ingenieros mecánicos, especialmente en combinación con un servomotorreductor síncrono con freno de retención ServoStop.
La integración del freno entre el reductor y el motor elimina la necesidad de un adaptador adicional. Esto hace que el motorreductor sea extremadamente compacto. El diseño modular de ServoStop ofrece cuatro tamaños, cada uno con hasta cuatro pares de frenado para reductores servo y reductores ortogonales de STOBER.
ServoStop también se puede acoplar a todos los servomotores síncronos habituales y también es perfectamente adecuado para aplicaciones robotizadas en el séptimo u octavo eje. Incluso si un robot tiene que ejercer fuertes fuerzas sobre una pieza de trabajo, se mantiene seguro y firme en su posición gracias a ServoStop.
El ingeniero también puede elegir libremente el encoder. Ya no son necesarios los contactores de acoplamiento, los costosos cables ni los monitores de parada y de velocidad. Además, la gestión de frenos es independiente del tipo de freno. Así pues, el usuario puede construir un sistema de frenado y retención seguro de conformidad con la norma DIN EN ISO 13849-1 hasta la categoría 4, con un esfuerzo manejable.
“Dado que las funciones de seguridad supervisan el motor internamente dentro del accionamiento, nuestro SD6 permite una respuesta muy rápida en el peor de los casos, de menos de diez milisegundos”, afirma Frei. El módulo de seguridad puede intervenir directamente en el movimiento del eje y detener el accionamiento en caso de superarse un valor límite o en caso de parada de emergencia. “Esto funciona mucho más rápido que con un monitor de velocidad externo”, explica Frei. “En la práctica, pueden pasar hasta 100 milisegundos antes de que el regulador haya recogido y evaluado la información necesaria y haya enviado la orden de apagar el sistema a través del controlador de seguridad. En el mundo de la técnica de accionamiento, eso es una eternidad”. El módulo de seguridad permite una desconexión rápida y, por tanto, permite al diseñador disponer de distancias de seguridad reducidas.
La solución puede ponerse en marcha rápidamente con el software de planificación de proyecto y puesta en servicio DriveControlSuite. El software PASmotion integrado también ayuda al operador a crear la configuración de seguridad de forma sencilla y con un esfuerzo mínimo.
SD6 con módulo de seguridad integrado SE6: un regulador de accionamiento independiente y flexible con tecnología de seguridad ampliada.Solución de 2 frenos STOBER: motorreductor con freno con presión ServoStop y freno de imán permanente del motor. No es necesario un adaptador de motor adicional.Reductor planetario STOBER con ServoStop, adaptador de motor corto y acoplamiento enchufable. El reductor puede acoplarse a todos los servomotores síncronos habituales.Con la gestión de frenos integrada, el SD6 cumple los requisitos de la norma DIN EN 16090-1, anexo G, 12/19 para ejes verticales sometidos a gravedad.