La gestion sécurisée du frein dans l’automatisation des installations est un sujet complexe et important dont la négligence peut causer des préjudices corporels et matériels !
Cela s’applique tout particulièrement aux axes soumis à la force de gravité (également aux axes verticaux) : l’usure mécanique ou la contamination des freins par de l’huile peuvent provoquer la descente ou la chute involontaire de l’axe. Si une défaillance des freins ne peut être exclue et si des personnes peuvent se tenir dans la zone de danger, des mesures d’atténuation des risques s’imposent.
Comment sécuriser les axes soumis à la force de gravité conformément aux normes ?
Les deux publications ci-après stipulent les mesures qui peuvent ou qui devraient être prises pour sécuriser les axes soumis à la force de gravité :
Fiche d’information DGUV nº 005 09/2012 : Axes soumis à la force de gravité/Axes verticaux (la DGUV est l’Assurance allemande contre les accidents).
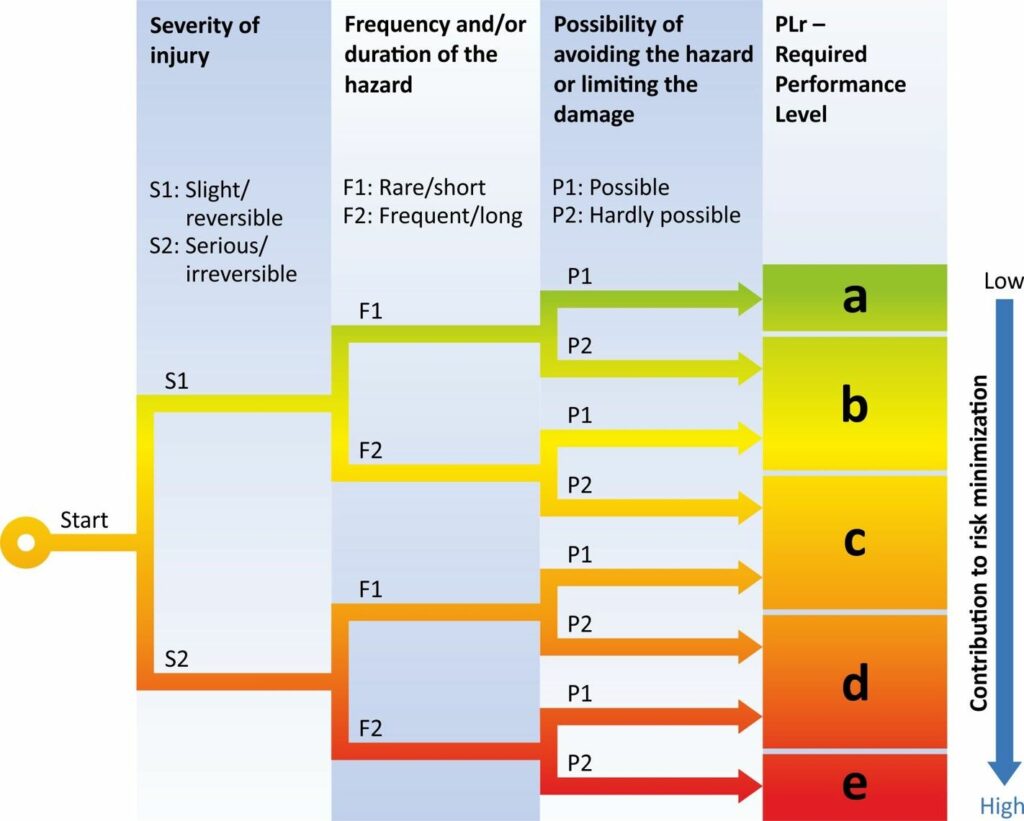
DIN EN ISO 16090-1:2019-12 : Sécurité des machines-outils – Centres d’usinage, fraiseuses, machines de transfert ; Annexe G : Axes soumis à la force de gravité.
Les publications indiquent les dispositifs de freinage qui conviennent pour la sécurisation des axes soumis à la force de gravité, en fonction de la situation de danger correspondante. La norme DIN se fonde sur la publication de la DGUV, mais impose des exigences plus élevées au concept de solution. Les deux publications décrivent les recommandations pour le test de frein cyclique. En principe, ce dernier est toujours exigé par la norme DIN. Si une personne peut se tenir complètement ou partiellement sous l’axe vertical, la DIN et la DGUV suggèrent, par exemple, l’utilisation d’un frein d’arrêt plus un système de freinage redondant.
Solutions tout-en-un.
Pour cette approche, STOBER propose une solution développée en collaboration avec la société Pilz : le servo-variateur SD6 avec module de sécurité SE6 offre une fonction de sécurité innovante et indépendante de l’encodeur ainsi qu’une fonction de gestion sécurisée du frein pour un ou deux freins.
Les nombreuses fonctions de sécurité (lien vers le sujet du blog) satisfont aux exigences de la norme EN 61800-5-2 et sont certifiées conformément à SIL 3, PL e (cat. 4). Le servo-variateur SD6 répond aux exigences de la norme DIN EN ISO 16090-1:2019-12 pour la sécurisation des axes soumis à la force de gravité, par exemple, en combinaison avec deux autres composants STOBER : combiné à un moteur STOBER avec frein d’arrêt et à l’adaptateur moteur ServoStop avec frein intégré, STOBER offre une solution simple et sûre aux concepteurs de machines et aux constructeurs.
Pour les constructeurs de machine, la technique de sécurité est l’un des sujets les plus complexes et probablement aussi l’un des plus impopulaires dans le domaine de l’automatisation. Afin de répondre pleinement aux exigences normatives relatives à la sécurisation des axes verticaux soumis à la force de gravité, STOBER propose un pack de sécurité tout-en-un parfaitement adapté ! Avec la solution STOBER à deux freins en combinaison avec une gestion intelligente du frein, la planification des machines à axes verticaux devient un véritable jeu d’enfant !
STÖBER Antriebstechnik a développé le module de sécurité SE6 pour la technique de sécurité basée sur l’entraînement en collaboration avec la société Pilz GmbH & Co. KG. Il permet d’équiper en option le servo-variateur autonome et polyvalent SD6 de STOBER. Outre la fonction de sécurité de base Safe Torque Off (STO), il bénéficie d’autres fonctions d’un niveau de sécurité maximal. En combinaison avec un motoréducteur brushless synchrone équipé du frein d’arrêt intégré « ServoStop », les constructeurs obtiennent une solution globale qui répond à toutes les exigences de la norme DIN EN 16090-1, annexe G, 12/19 pour les axes verticaux soumis à la force de gravité.
Attention à la chute de l’axe !
« Notre approche était de proposer aux concepteurs de machines et aux constructeurs une assistance encore plus globale en matière de technique de sécurité », explique Markus Frei, Product Manager Drive Controller Accessories chez STÖBER Antriebstechnik. « Ils sont souvent confrontés au défi consistant à mettre en œuvre des processus de production hautement automatisés et flexibles qui requièrent la protection impérative à la fois des personnes, des machines et des installations.
Si, par exemple, des employés entrent dans la zone d’usinage d’une machine, les axes d’entraînement doivent être mis dans un état qui ne présente aucun danger. Si des charges lourdes sont suspendues aux axes verticaux, ceux-ci peuvent chuter sous l’effet de la force de gravité et mettre ainsi le personnel en danger. Pour éviter cela, les axes verticaux sont généralement sécurisés par des freins. Toutefois, les saletés ou l’usure mécanique peuvent fortement entraver leur efficacité, d’où l’importance d’une surveillance sécurisée de l’état des freins et de la préservation de leur capacité fonctionnelle.
Jusqu’à présent, les concepteurs et les constructeurs de machines ont généralement misé sur des solutions basées sur une commande de sécurité programmable. Cette dernière commande les freins via des contacteurs et surveille l’arrêt pendant le test de frein. Il en résulte des exigences particulières pour l’encodeur moteur et son montage. Fixé à l’arbre du moteur, il saisit principalement sa position et envoie les valeurs réelles au régulateur. La connexion à la commande de sécurité est généralement établie via des signaux analogiquesss1-V. Inconvénient : ils requièrent des encodeurs et des adaptateurs spéciaux pour envoyer les signaux analogiques pour la détection de l’arrêt et des câbles qui peuvent transmettre les signaux analogiques sur de longues distances également sans interférence. À cela s’ajoutent les contrôleurs d’arrêt et de vitesse de rotation – en somme un équipement coûteux. « Un autre problème est l’installation fastidieuse du dispositif FMA », explique M. Frei. Le FMA désigne l’exclusion de défaut de l’accouplement mécanique, c’est-à-dire que l’encodeur est monté sur l’arbre du moteur de manière à pouvoir exclure tout desserrage involontaire de l’accouplement de l’arbre. « En cas d’intervention de maintenance, cela peut entraîner un problème imprévu », ajoute M. Frei. La réparation, complexe, ne peut pas être effectuée simplement par le personnel sur place. Elle est relativement longue et est réservée aux spécialistes. Jusqu’à ce que tout soit vissé, collé, séché, contrôlé et documenté, la machine est immobilisée pendant au moins 48 heures et ne peut pas produire pendant ce temps. Cette période peut toutefois être encore nettement plus longue en fonction de l’emplacement de la machine, si le moteur doit être expédié pour réparation.
Autre inconvénient : « Les encodeurs adaptés ne conviennent pas à tous les types de moteur et n’offrent pas la performance requise par un système d’asservissement puissant – ce qui limite considérablement la marge de manœuvre des constructeurs de machines. »
Un pack de sécurité complet
La solution à deux freins STOBER à redondance diversifiée, composée d’un frein à pression de ressort ServoStop combiné au frein à aimant permanent d’un servomoteur, répond entièrement aux exigences normatives. Toutefois, le système ne devient sûr qu’avec le servo-variateur SD6 avec le module de sécurité SE6 et la gestion sécurisée du frein qui y est intégrée.
Surveillance intelligente et garantie contre la chute
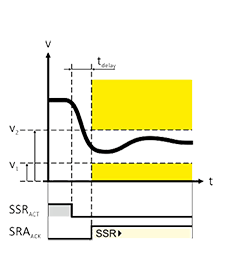
Pour le module de sécurité SE6, STOBER est parvenu, en collaboration avec Pilz, à élaborer et à mettre en œuvre des solutions viables pour la quasi-totalité des points faibles identifiés dans les réalisations classiques. Sont disponibles, outre les fonctions d’arrêt sécurisé Safe Stop 1 (SS1) et Safe Stop 2 (SS2) avec le module de sécurité SE6, des fonctions de sécurité additionnelles comme Safely-Limited Speed (SLS), Safe Brake Control (SBC), Safe Brake Test (SBT), Safe Direction (SDI) et Safely-Limited Increment (SLI).
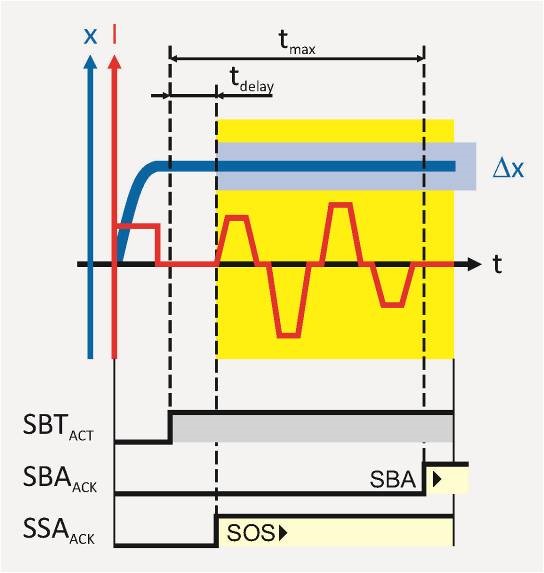
La particularité du nouveau module de sécurité réside toutefois dans la gestion du frein intégrée. La fonction « Commande sécurisée du frein » (SBC) garantit le blocage des freins sur demande. À cela s’ajoute la fonction « Safe Brake Test » (SBT). Cette dernière surveille, si besoin, le couple de freinage défini et détecte les écarts dus aux encrassements ou à des défauts mécaniques avant que le couple de freinage n’atteigne un état critique. L’intervalle de contrôle prescrit est par ailleurs surveillé. Cela peut se faire une fois par cycle de production ou, par exemple, toutes les huit heures en début de poste, en fonction de l’application et des exigences de l’évaluation des risques. Si le couple d’arrêt du frein n’est plus assuré, la fonction « Rodage des freins » est disponible dans le servo-variateur qui prend en compte les exigences des freins des moteurs STOBER. Le système peut ensuite vérifier à nouveau si le couple de test requis peut être maintenu.
Avantages techniques et économiques
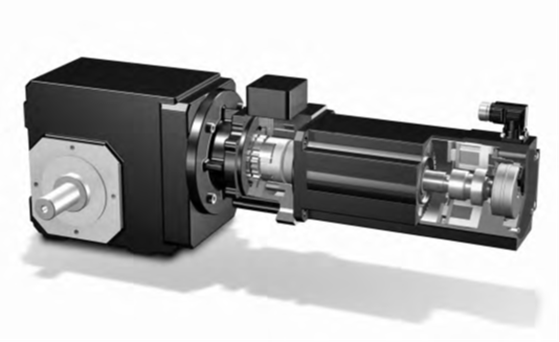
D’un point de vue technique et économique, l’ensemble complet SD6 avec SE6 est très intéressant pour les constructeurs de machines, surtout en combinaison avec un motoréducteur brushless synchrone avec frein d’arrêt ServoStop.
L’intégration du frein entre le réducteur et le moteur supprime la nécessité d’un adaptateur supplémentaire, ce qui rend le motoréducteur extrêmement compact. La conception modulaire du ServoStop offre quatre tailles, chacune avec jusqu’à quatre couples de freinage pour les servoréducteurs et les réducteurs à couple conique STOBER.
Le ServoStop peut également être monté sur tous les moteurs brushless synchrones courants et convient parfaitement aux applications robotiques sur le septième ou le huitième axe ! Même si un robot doit exercer des forces importantes sur une pièce à usiner, il reste solidement et fermement en position grâce à ServoStop.
Le constructeur a également le libre choix de l’encodeur. Les contacteurs de couplage, les câbles coûteux, les contrôleurs d’arrêt et de vitesse de rotation ne sont plus nécessaires. En outre, la gestion du frein est indépendante du type de frein. L’utilisateur peut ainsi mettre en place un système de freinage et d’arrêt sûr conformément à la norme DIN EN ISO 13849-1 jusqu’à la catégorie 4 – sans trop de difficultés.
« Comme la surveillance du moteur par les fonctions de sécurité a lieu en interne dans l’entraînement, notre SD6 permet un temps de réaction worst case très rapide inférieur à dix millisecondes », explique Frei. Le module de sécurité peut intervenir directement dans le mouvement de l’axe et mettre l’entraînement à l’arrêt en cas de dépassement des valeurs limites ou en cas d’arrêt d’urgence. « Cela fonctionne beaucoup plus rapidement qu’avec un contrôleur de vitesse de rotation externe », ajoute M. Frei. « Dans la pratique, il peut s’écouler jusqu’à 100 millisecondes avant que celui-ci n’ait saisi et analysé les informations requises et transmis la commande de mise hors tension au régulateur via la commande de sécurité. Ce laps de temps est une éternité dans le monde de la technique d’entraînement. » Le module de sécurité permet une coupure rapide et permet ainsi au constructeur de minimiser les distances de sécurité.
La solution peut être rapidement mise en service avec le logiciel de planification et de mise en service DriveControlSuite. Le logiciel PASmotion intégré aide également l’opérateur à élaborer la configuration de sécurité facilement et avec un minimum d’efforts.
SD6 avec module de sécurité intégré SE6 – un servo-variateur autonome flexible avec une technique de sécurité avancée.Solution STOBER à deux freins – motoréducteur avec frein à pression de ressort ServoStop et frein à aimant permanent du moteur. Un adaptateur moteur supplémentaire n’est pas nécessaire.Réducteur planétaire STOBER avec ServoStop, adaptateur moteur court et accouplement enfichable. Le réducteur peut être monté sur tous les moteurs brushless synchrones courants.Grâce à la gestion du frein intégrée, le SD6 répond aux exigences de la norme DIN EN 16090-1, annexe G, 12/19 pour les axes verticaux soumis à la force de gravité.