La gestione sicura dei dispositivi di frenatura nell’automazione degli impianti è un tema complesso e importante. Se viene trascurata, è possibile provocare danni a persone e macchina!
Questo diventa particolarmente chiaro nel contesto di assi esposti alla forza di gravità (anche assi verticali): l’usura meccanica o la contaminazione dei freni con olio possono causare la caduta o l’abbassamento involontario dell’asse. Se non si può escludere un guasto ai freni e le persone possono trovarsi nella zona di pericolo, è necessario adottare misure di riduzione del rischio.
Come si fissano a norma gli assi esposti alla forza di gravità?
Le misure che possono o devono essere prese per assicurare gli assi esposti alla forza di gravità sono indicate in queste due pubblicazioni:
Foglio informativo della divisione DGUV n° 005 09/2012: Assi esposti alla forza di gravità/assi verticali
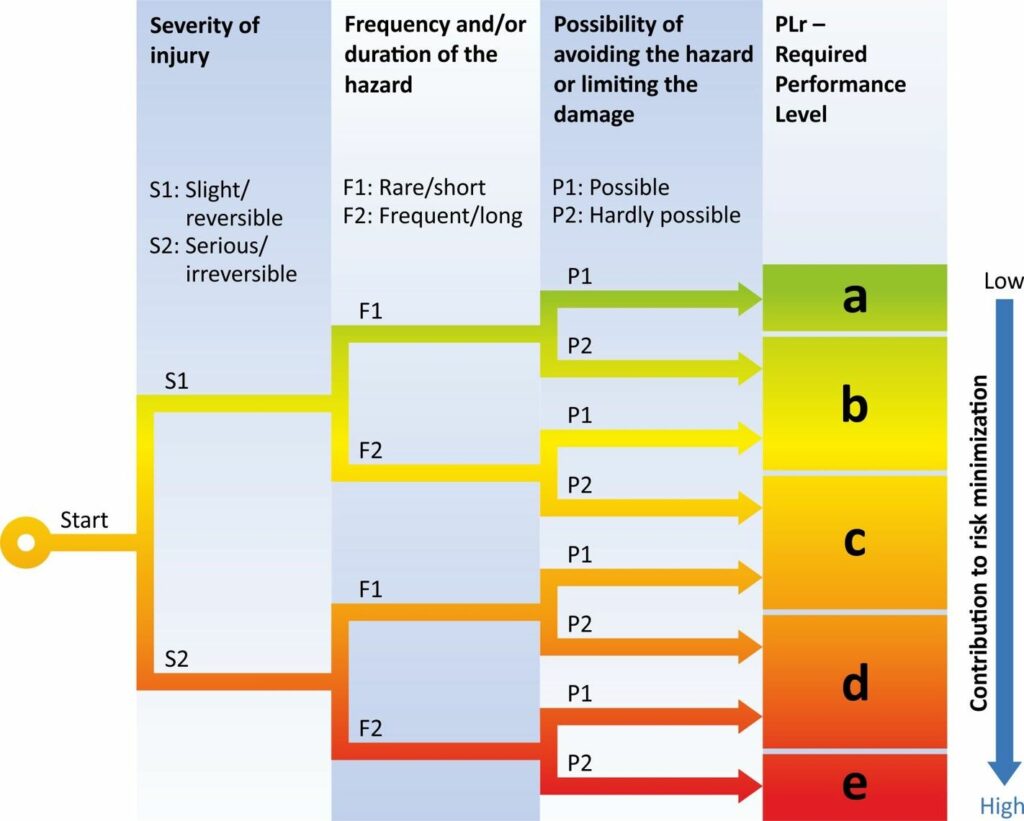
DIN EN ISO 16090-1:2019-12: Sicurezza delle macchine utensili – Centri di lavoro, fresatrici, macchine transfer, Allegato G: Assi esposti alla forza di gravità
Le pubblicazioni indicano quali dispositivi di frenatura sono adatti a fissare gli assi esposti alla forza di gravità, a seconda della rispettiva situazione di pericolo. La norma DIN si basa sulla pubblicazione DGUV, ma pone requisiti più rigorosi sul concetto risolutivo. Entrambe le pubblicazioni descrivono le raccomandazioni per i test ciclici di verifica dei freni. La norma DIN presuppone sempre questo. Nel caso in cui una persona possa rimanere completamente o parzialmente sotto l’asse verticale, DIN e DGUV suggeriscono ad esempio l’uso di un freno di arresto in combinazione con un sistema frenante ridondante.
Tutto da un unico fornitore.
Per questo approccio, STÖBER Antriebstechnik GmbH + Co. KG propone una soluzione sviluppata insieme all’azienda Pilz: l’azionamento SD6 con il modulo di sicurezza SE6 offre una funzionalità di sicurezza innovativa e indipendente dall’encoder e una gestione sicura dei dispositivi di frenatura adatta per fino a due freni.
Le numerose funzioni di sicurezza rispondono ai requisiti della norma DIN EN 61800-5-2 e sono certificati secondo SIL 3, PL e (cat. 4). L’azionamento SD6 soddisfa i requisiti della norma DIN EN ISO 16090-1:2019-12 per la protezione degli assi esposti alla forza di gravità, ad esempio in combinazione con altri due componenti STOBER: in combinazione con un motore STOBER con freno di arresto e l’adattatore motore ServoStop con freno integrato, STOBER offre una soluzione semplice e sicura per progettisti e costruttori di macchine.
Per gli operatori dell’industria meccanica, la tecnica di sicurezza è uno dei temi più complessi e probabilmente più impopolari nell’automazione. Per soddisfare pienamente i requisiti normativi per il fissaggio degli assi verticali esposti alla forza di gravità, STOBER offre un pacchetto di sicurezza perfettamente coordinato da un unico fornitore! Con la soluzione STOBER 2 freni in combinazione con la gestione intelligente dei dispositivi di frenatura, la progettazione di macchine con assi verticali diventa un gioco da ragazzi!
STÖBER Antriebstechnik GmbH + Co. KG ha sviluppato in collaborazione con la Pilz GmbH & Co. KG il modulo di sicurezza SE6 per la tecnica di sicurezza basata sulla trasmissione. Con questo, come opzione, è possibile equipaggiare il versatile azionamento indipendente SD6 di STOBER. Oltre alla funzione di sicurezza di base Safe Torque Off (STO), sono a disposizione altre funzioni al massimo livello di sicurezza. In combinazione con un servomotoriduttore sincrono con il freno di arresto integrato “ServoStop”, i progettisti ottengono una soluzione di sistema che soddisfa tutti i requisiti della norma DIN EN 16090-1, Appendice G, 12/19 per assi verticali esposti alla forza di gravità.
Attenzione all’asse in caduta!
“La nostra idea era quella di fornire a progettisti e costruttori di macchine un supporto ancora più completo per la tecnica di sicurezza”, afferma Markus Frei, Product Manager Drive Controller Accessories di STÖBER Antriebstechnik GmbH + Co. KG. “Spesso devono affrontare la sfida di implementare operazioni di produzione altamente automatizzate e flessibili in cui persone, macchinari e impianti devono essere protetti allo stesso tempo”.
Se, per esempio, i dipendenti entrano nell’area di lavorazione di una macchina, gli assi di azionamento devono essere impostati su una condizione di sicurezza. Se carichi pesanti pendono dagli assi verticali, possono cadere a causa della forza di gravità e quindi mettere in pericolo il personale. Per evitare questo, gli assi verticali sono di solito assicurati da freni. Tuttavia, la contaminazione o l’usura meccanica possono compromettere gravemente la loro efficacia. Pertanto, è importante monitorare in modo sicuro la condizione dei freni e mantenere la loro funzionalità.
Finora, i progettisti e gli operatori dell’industria meccanica si sono generalmente affidati a soluzioni basate su un controllore di sicurezza programmabile. Questo controlla i freni tramite protezioni di potenza e sorveglia l’arresto durante il test di verifica dei freni. Questo si traduce in requisiti speciali per l’encoder del motore e il suo montaggio. Attaccato all’albero motore, rileva principalmente la sua posizione e invia i valori reali al controllore. Il collegamento con il dispositivo di controllo di sicurezza è solitamente stabilito tramite segnali 1-V analogiciss. Svantaggio: richiedono encoder speciali, adattatori speciali per far uscire i segnali analogici per il rilevamento dell’arresto, e cavi che possano trasmettere i segnali analogici su lunghe distanze senza interferenze. Inoltre, ci sono monitor di arresto e sensori di numero di giri – tutto sommato un’attrezzatura costosa. “Un altro problema è la costosa struttura FMA”, spiega Frei. FMA sta per esclusione degli errori dell’accoppiamento meccanico’ e significa: l’encoder è montato sull’albero motore in modo tale da escludere un allentamento accidentale del collegamento dell’albero. “In un caso di assistenza, questo può diventare un problema inaspettato”, afferma Frei. La complessa riparazione non può essere semplicemente eseguita da un dipendente in loco. La riparazione richiede molto tempo e deve essere effettuata da uno specialista. Finché tutto è avvitato, incollato, asciugato, testato e documentato, la macchina rimane ferma per almeno 48 ore e durante questo arco di tempo non può produrre. Tuttavia, a seconda della posizione della macchina, questo può richiedere molto più tempo se il motore deve essere spedito per la riparazione.
Un altro svantaggio: “Gli encoder idonei non sono adatti a tutti i tipi di motore e non offrono le prestazioni richieste da un potente servosistema – questo limita significativamente gli operatori dell’industria meccanica.
Un pacchetto completo di sicurezza
La soluzione a 2 freni ridondante STOBER, composta da un freno a molla ServoStop in combinazione con il freno a magnete permanente di un servomotore sincrono, soddisfa completamente i requisiti normativi. Tuttavia, il sistema diventa sicuro solo con l’azionamento SD6 con il modulo di sicurezza SE6 integrato e la gestione sicura dei dispositivi di frenatura.
Monitorato in modo intelligente e garantito a prova di crash
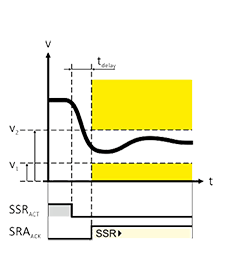
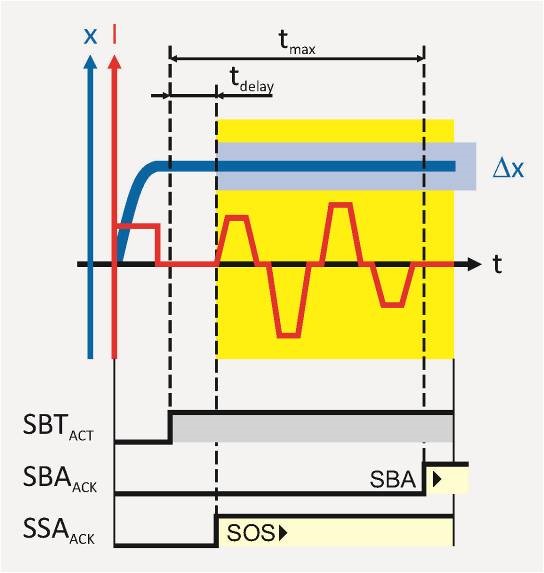
Per il modulo di sicurezza SE6, STOBER è stata in grado di elaborare e attuare insieme a Pilz soluzioni praticabili per quasi tutti i punti deboli identificati nelle implementazioni classiche. Oltre alle funzioni di arresto sicuro Safe Stop 1 (SS1) e Safe Stop 2 (SS2), con il modulo di sicurezza SE6 sono a disposizione altre funzioni di sicurezza come Safely-Limited Speed (SLS), Safe Brake Control (SBC), Safe Brake Test (SBT), Safe Direction (SDI) e Safely-Limited Increment (SLI).
La caratteristica speciale del nuovo modulo di sicurezza, tuttavia, è la gestione integrata dei dispositivi di frenatura. La funzione “Comando dei dispositivi di frenatura sicuro” (SBC) garantisce che i freni siano applicati su richiesta. Inoltre, c’è la funzione ‘Safe Brake Test’ (SBT). In caso di necessità la funzione “Safe Brake Test” controlla la coppia frenante definita e rileva deviazioni dovute a sporco o difetti della meccanica prima che la coppia frenante raggiunga uno stato critico. Inoltre, l’intervallo di prova prescritto è monitorato. A seconda dell’applicazione e del requisito della valutazione dei rischi, questo può avvenire una volta in ogni ciclo di produzione o, per esempio, ogni otto ore all’inizio del turno. Se la coppia di tenuta del freno non è più data, nell’azionamento è disponibile la funzione ‘Inserimento freni’, che tiene conto dei requisiti dei freni dei motori STOBER. Il sistema può quindi controllare di nuovo se la coppia di prova richiesta può essere mantenuta.
Vantaggi tecnici ed economici
Il pacchetto completo SD6 con SE6 è tecnicamente ed economicamente molto interessante per gli operatori dell’industria meccanica, specialmente in combinazione con un servomotoriduttore sincrono con freno di arresto ServoStop.
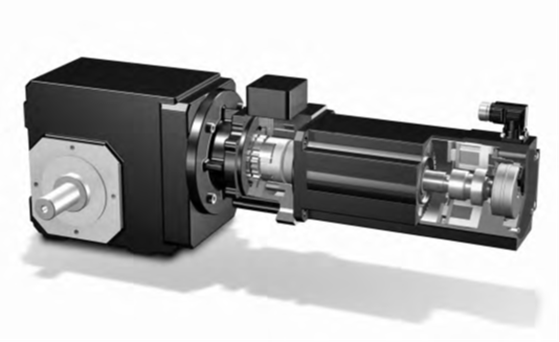
L’integrazione del freno tra il riduttore e il motore elimina la necessità di un adattatore aggiuntivo. Questo rende il motoriduttore estremamente compatto. Il design modulare di ServoStop offre quattro grandezze, ciascuna con max. quattro coppie frenanti per servoriduttori e riduttori angolari STOBER.
ServoStop può anche essere montato su tutti i comuni servomotori sincroni ed è anche perfettamente adatto per applicazioni robotiche sul settimo od ottavo asse! Anche se un robot deve esercitare forze intense su un pezzo, rimane saldamente in posizione grazie al suo ServoStop.
Il progettista ha libertà di scelta anche per l’encoder. I contattori di accoppiamento, i cavi costosi, i sensori di arresto e numero di giri non sono più necessari. Inoltre, la gestione dei dispositivi di frenatura è indipendente dal tipo di freno. L’utente può quindi impostare un sistema di frenata e di mantenimento sicuro secondo la norma DIN EN ISO 13849-1 fino alla categoria 4 – con uno sforzo gestibile.
“Poiché le funzioni di sicurezza monitorano il motore internamente all’azionamento, il nostro SD6 consente una reazione agli errori Worst-Case molto veloce in meno di dieci millisecondi”, descrive Frei. Il modulo di sicurezza può intervenire direttamente nel movimento dell’asse e fermare la trasmissione in caso di superamento di un valore limite o in caso di arresto di emergenza. “Questo funziona molto più velocemente che con un sensore di numero di giri esterno”, spiega Frei. “In pratica, possono passare fino a 100 millisecondi prima che questo abbia raccolto e valutato le informazioni necessarie e abbia inviato all’azionamento il comando di sicurezza per lo spegnimento. Nel mondo della tecnica di trasmissione, è un’eternità”. Il modulo di sicurezza permette uno spegnimento rapido e quindi consente al progettista di avere distanze di sicurezza ridotte.
La soluzione può essere messa in funzione rapidamente con il software di progettazione e messa in funzione DriveControlSuite. Il software PASmotion integrato supporta anche l’operatore nel creare la configurazione di sicurezza facilmente e con il minimo sforzo.
SD6 con modulo di sicurezza integrato SE6 – un azionamento stand-alone flessibile con tecnica di sicurezza estesa.Soluzione STOBER a 2 freni – motoriduttore con freno a molla ServoStop e freno a magnete permanente del motore. Non è necessario un adattatore motore aggiuntivo.Riduttore planetario STOBER con ServoStop, adattatore motore corto e accoppiamento ad innesto. Il riduttore può essere collegato a tutti i comuni servomotori sincroni.Con il suo sistema integrato di gestione dei dispositivi di frenatura, SD6 soddisfa i requisiti della norma DIN EN 16090-1, allegato G, 12/19 per gli assi verticali esposti alla forza di gravità.
Con la combinazione di SD6, SE6 e un riduttore con freno di arresto ServoStop, vogliamo fornire un supporto ancora più completo in termini di sicurezza.
Contattateci. Saremo lieti di fornirvi consulenza.
This site is registered on wpml.org as a development site. Switch to a production site key to remove this banner.